
Êtes-vous intéressé?

Élimination du H2S et solutions d'ozone pour l'industrie du biogaz
Le processus de production de biogaz est une série d'étapes complexes et coûteuses visant à produire efficacement du méthane à partir de déchets. Les usines de biogaz traditionnelles utilisent un large éventail de déchets tels que les matières premières, qui comprennent la biomasse et d'autres types de déchets. Les matières premières étant renouvelables, les usines de biogaz produisent de l'énergie verte, contribuant ainsi à l'économie circulaire. Selon la World Bioenergy Association, le secteur de la production de biogaz est l'un de ceux qui connaissent la croissance la plus rapide parmi tous les secteurs des biocarburants.
Plusieurs parties d'un processus de production de biogaz peuvent bénéficier d'une solution de traitement à l'ozone rentable telle que celles que nous proposons. Bien qu'il existe de nombreuses possibilités, nous avons identifié trois applications principales de traitement dans les usines de biogaz qui, une fois gérées correctement, peuvent créer une véritable valeur commerciale:
- Prétraitement du substrat pour améliorer le rendement total en biogaz
- Réduction du H₂S pour la valorisation du méthane
- Contrôle des odeurs, prévention des conséquences graves
Il est intéressant de savoir que la croissance moyenne de la production de biogaz a été de 11,2 % en 2014, atteignant une production globale de 58,7 milliards de Nm3. Près de la moitié de cette quantité a été produite en Europe, où plus de 17 000 usines de biogaz sont en activité. L'Allemagne est le premier pays en termes de nombre d'installations de biogaz, avec un total de 11 000 installations, suivie de l'Italie avec 1 600 et de la France avec 800.

Les Défis Communs Auxquels est Confrontée l'industrie du Biogaz.
Le problème, c'est le soufre
À chaque étape du processus de production de biogaz, des composés et des ions soufrés sont couramment présents. Ces composés sont souvent responsables d'une série de problèmes affectant les performances globales. Par exemple, des quantités élevées d'ions de soufre dans la matière première augmentent l'activité des bactéries réductrices de soufre (SRB) dans le digesteur, ce qui inhibe l'activité des micro-organismes producteurs de méthane tels que les archées.
En conséquence, le rendement de la production de méthane est réduit tandis que la production de composés à teneur réduite en soufre, tels que le H₂S, est favorisée. Lorsque des concentrations élevées de H₂S sont libérées du digesteur, le processus peut entraîner des problèmes d'odeur et de corrosion. En particulier, les problèmes d'odeur sont fréquents dans les usines de biogaz, car le H₂S a l'un des seuils olfactifs les plus bas que l'on connaisse, ce qui rend le nez humain très sensible, même à des concentrations infimes.
Prétraitement des matières premières
Avant la digestion anaérobie, une étape de prétraitement est souvent mise en œuvre. L'objectif de cette étape est de réduire la charge de travail des bactéries fermentaires hydrolytiques en rendant le substrat plus facilement biodégradable. Cela inclut des propriétés telles que l'augmentation de la surface, la dissolution des matières complexes et la réduction de la cristallinité des polymères les plus courants tels que la cellulose, etc.
Les types de prétraitement les plus courants aujourd'hui sont résumés dans les tableaux ci-dessous.
Prétraitements Avant la Digestion Anaérobie
Digestion anaérobie
Après l'étape de prétraitement, la matière première entre dans le digesteur pour y subir une conversion biochimique. Dans cette unité, plusieurs types de micro-organismes réagissent avec la matière première à différents stades. Toutes les étapes sont anaérobies, c'est-à-dire en l'absence d'oxygène. Ces étapes sont résumées dans le tableau ci-dessous.
La production de méthane par digestion anaérobie peut se faire en une ou deux étapes. Dans le premier cas, toutes les étapes de réaction ci-dessus sont effectuées dans le même réacteur. Le substrat est converti en méthane avec une concentration de 50 à 55% dans le biogaz, selon le type de substrat. Dans un processus en deux étapes, seules les étapes de réaction jusqu'à l'acétogenèse sont effectuées dans le premier digesteur.
La production de méthane qui suit est réalisée dans une deuxième étape, appelée étape de valorisation du méthane. En divisant le processus en deux étapes, il est possible d'augmenter la concentration de méthane dans le biogaz jusqu'à 70%. Le système devient donc plus efficace et les coûts de l'épuration ultérieure du biogaz sont réduits.
Les Étapes de la Digestion Anaérobie
Corrosion et formation d'odeurs dans le post-traitement du biogaz
Dans le biogaz après la valorisation du méthane, des concentrations élevées de sulfure d'hydrogène sont souvent présentes, ce qui pose des problèmes pour les étapes suivantes du processus. La corrosion est l'un des problèmes à prendre en compte, car des niveaux très élevés de H₂S peuvent corroder les tuyaux et les instruments de traitement, ce qui entraîne des coûts pouvant atteindre plusieurs milliers d'euros par an. L'odeur est également l'un des principaux problèmes liés aux effluents gazeux de la valorisation du méthane. Cela est dû à la grande sensibilité du nez humain au sulfure d'hydrogène, puisque les récepteurs olfactifs se déclenchent pour des concentrations de l'ordre de la partie par milliard (ppb).
Ainsi, même une petite fuite dans les lignes de production ou une ouverture dans une étape du processus peut créer un problème d'odeur dans une zone étendue, puisque le gaz émis doit être dilué jusqu'à 200 000 fois avant que l'odeur ne soit masquée.

Nos solutions pour une production moderne de biogaz.
Nos solutions pour une production moderne de biogaz
L'ozone est connu pour ses propriétés hautement oxydantes et il a été démontré qu'il était capable de dégrader certaines parties de la matière organique complexe utilisée comme matière première dans un digesteur anaérobie. Par exemple, lorsque l'ozone est appliqué à une charge d'alimentation composée de boues activées, les effets sont multiples. Lorsque l'ozone est correctement dosé, la conversion du substrat en biogaz peut être considérablement augmentée, comme le montre la figure. Dans de nombreux cas, tels que la production de biogaz à partir de boues activées, les résultats montrent un impact positif important du traitement à l'ozone. Ce résultat est dû à la teneur élevée en bactéries aérobies et en matière organique non dégradée dans ce type de matière première.
Conversion du substrat en biogaz

L'effet du traitement à l'ozone sur la biodégradabilité du substrat pour les boues activées de déchets, TS=Solides totaux.
Dans ces conditions, l'ozone oxyde rapidement toute liaison insaturée, formant des radicaux qui continuent à oxyder d'autres matières organiques. Ce mécanisme de réaction entraîne une meilleure biodégradabilité de la matière première, ce qui se traduit par une plus grande production de biogaz. L'augmentation de la production de biogaz est proportionnelle à l'injection d'ozone dans le système. Plus l'ozone est utilisé, plus la biodégradabilité et le rendement en méthane sont élevés. Comme le montre l'étude ci-dessous réalisée par Bougrier et al. au Laboratoire de Biogéchnologie de l'Environnement, le prétraitement à l'ozone améliore la production de biogaz, avec un optimum d'environ 0,15 g d'O3 par g de solides totaux, ce qui se traduit par une augmentation d'environ 150% de la production de biogaz, par rapport à la matière première non traitée.
Les coûts d'exploitation de nos solutions de traitement sont normalement inférieurs de moitié à ceux des technologies concurrentes.
Effectiver le processus de réduction du H2S par traitement à l'ozone dans le digesteur
Lorsque le biogaz est produit dans le cadre d'un processus en deux étapes, il est possible de réduire la concentration de H₂S avant la valorisation du méthane en injectant de l'ozone dans le digesteur. De cette manière, le H₂S est réduit avant même la production de méthane, ce qui permet d'obtenir un système plus efficace et de réduire les coûts de l'épuration finale du biogaz.
Le processus de digestion étant anaérobie, l'injection d'ozone doit être soigneusement contrôlée pour ne pas compromettre les conditions du processus. Normalement, l'ozone est injecté dans la poche d'air au-dessus du lit biologique dans l'unité de digestion. Il peut également être injecté dans un réservoir intermédiaire entre le digesteur et l'unité de valorisation du méthane.


Avantages du contrôle des odeurs avec des solutions à base d'ozone
Mellifiq a une longue histoire de développement de solutions innovantes de traitement de l'air pour les émissions d'odeurs. Nous avons non seulement amélioré la rentabilité du processus de traitement de l'air tout en maintenant les normes les plus élevées de l'industrie en termes de niveau d'élimination, mais nous continuons à fournir les mêmes excellents résultats année après année pendant toute la durée de vie de nos solutions.
La figure ci-dessous présente une comparaison simple des coûts d'exploitation entre une solution traditionnelle moyenne et nos solutions. Les coûts d'exploitation de la solution traditionnelle sont plus de quatre fois supérieurs à ceux de nos solutions combinées, même pour des configurations sous-optimales. Pourtant, l'efficacité de nos solutions se situe à des niveaux supérieurs à 95%, que les solutions traditionnelles ne peuvent tout simplement pas atteindre.
Non seulement vous augmenterez l'efficacité de l'élimination des odeurs dans votre usine, mais vous réduirez également vos coûts d'exploitation. Ces mesures vous permettront d'économiser jusqu'à 100 000 euros par an, chaque année. C'est de l'économie durable. Chaque année.
Les chiffres ci-dessous mettent également en évidence une autre caractéristique unique, la flexibilité de notre solution. Étant donné que chaque processus de biogaz est différent et a des exigences différentes, il est important d'adapter notre système aux besoins de chaque usine spécifique et aux exigences de nos clients. C'est pourquoi nous concevons soigneusement chaque solution, en l'adaptant à vos besoins spécifiques, afin de maximiser vos résultats et vos avantages tout en maintenant vos coûts à un niveau bas, comme le montre le cas présenté ci-dessous.
Outre les économies considérables qu'elle permet de réaliser, notre solution garantit une efficacité élevée et des performances robustes tout au long de sa durée de vie, ce qui se traduit par une élimination efficace des odeurs pendant une très longue période.
Les solutions de Mellifiq ne sont pas seulement durables et ne nécessitent que peu d'entretien, elles requièrent également peu d'énergie pour fonctionner, ce qui minimise l'impact environnemental de votre activité.
Les solutions de Mellifiq pour le contrôle des odeurs sont composées de plusieurs étapes, y compris la solution d'ozone RENA Pro et les systèmes de filtres à air avancés Nodora..
En savoir plus sur le contrôle des odeurs.
Frais de fonctionnement

Le coût d'exploitation d'une solution traditionnelle est quatre fois plus élevé que celui de n'importe laquelle de nos trois solutions possibles. Notre solution sera 1) le traitement à l'ozone Ozonetech RENA Pro ou 2) le filtre à air Nodora ou 3) Ozonetech RENA Pro et Nodora. Le coût total augmente avec la concentration d'ozone produite par Ozonetech RENA Pro - le coût total le plus bas étant obtenu avec une combinaison optimale d'ozone et de Nodora.
Permettre la réutilisation des effluents liquides
Après la production de biogaz, les effluents liquides ont encore une forte teneur en composés azotés qui constituent une ressource importante. Ceux-ci peuvent être réutilisés dans l'agriculture comme engrais pour les cultures, apportant ainsi une valeur commerciale importante. Cependant, avant une réutilisation efficace, un traitement supplémentaire est nécessaire pour éliminer les odeurs et les couleurs désagréables émises.
Nos solutions de traitement améliorent considérablement la rentabilité et la durabilité des entreprises en résolvant les deux problèmes à la fois. En injectant de l'ozone dans les effluents, les bénéfices commencent à la source, en minimisant les odeurs avant même l'émission. En outre, la teneur en DCO est fortement réduite, ce qui entraîne un changement de couleur qui permet de réutiliser ces effluents comme engrais.
En savoir plus sur le contrôle des odeurs et la solution RENA Pro d'Ozonetech, pour traiter les odeurs.
En savoir plus sur le traitement de la DCO et la solution RENA Vivo d'Ozonetech, pour réduire la DCO.
Les entreprises vertes devraient utiliser des technologies vertes
L'un des défis des usines de biogaz est l'exigence stricte d'élimination du H₂S après l'étape de digestion anaérobie, avant la valorisation.
Les odeurs émises par l'usine de biogaz constituent une autre source de préoccupation constante. Aujourd'hui, ces deux problèmes peuvent être résolus de manière efficace et durable.
Nous avons développé un catalyseur spécifique pour l'élimination du H₂S : le RubicatTM. Même sans oxygène, le H₂S est éliminé, ne laissant aucune trace avant l'étape de valorisation. Le mécanisme de fonctionnement étant catalytique, le Rubicat a une durée de vie beaucoup plus longue que les technologies traditionnelles, telles que les charbons actifs. Le Nodora CAT permet de réduire les coûts d'exploitation de 40 à 95%.
En outre, il est possible de traiter les problèmes d'odeurs à l'intérieur de l'usine en utilisant nos solutions de traitement sur place de manière très rentable. Le traitement est appliqué à la ventilation existante pour réduire les odorants qui passent ensuite par un ADS Nodora comme étape finale de polissage, avant d'être rejetés.
Les producteurs de biogaz ambitieux disposent d'une option supplémentaire : traiter la biomasse à l'ozone, ce qui, dans certaines applications, peut maximiser la valeur commerciale en doublant la quantité de biogaz produite.
Quelle que soit l'application, le traitement sera efficace, écologique et facile à gérer.
Un seul système de traitement peut être utilisé pour traiter simultanément l'air et l'eau. Cela permet d'éliminer les odeurs et le H₂S, tout en augmentant le rendement du biogaz.
Nos solutions de traitement des odeurs dans les usines de biogaz
Élimination du H2S avant la valorisation
Avec notre solution de filtre à air avancée, vous n'avez pas besoin de plusieurs autres technologies supplémentaires pour vous occuper du H₂S. Aucun charbon actif, aucun ozone, ni aucune autre méthode de traitement n'est nécessaire. Notre filtre à air avancé Nodora CAT, unique et développé en interne, est équipé de l'OCM-Rubicat, un composé d'adsorption granulé à base d'hydroxyde de fer et de sulfure d'hydrogène, chimiquement lié, qui élimine les gaz de manière beaucoup plus efficace que les autres supports d'adsorption. Le matériau est continuellement régénéré par l'ajout d'oxygène aérien. Cela permet d'atteindre des taux de charge élevés de plus de 50% en masse sur la base des produits commerciaux.
Le système Nodora suffit à lui seul à traiter vos problèmes de H₂S. Le système Nodora est en fait l'un des systèmes de filtration d'air avancés les plus efficaces sur le marché et est conçu pour maximiser en permanence l'utilisation du matériau actif, ce qui augmente fortement l'efficacité de l'élimination du H₂S et prolonge la durée de vie du matériau filtrant.

Élimination des odeurs en interne
Les odeurs provenant des sources internes sont éliminées par la ventilation et les odeurs collectées peuvent ensuite être traitées à l'aide d'Ozonetech RENA Pro et de Nodora ADS avant que l'air ne soit rejeté dans l'environnement.
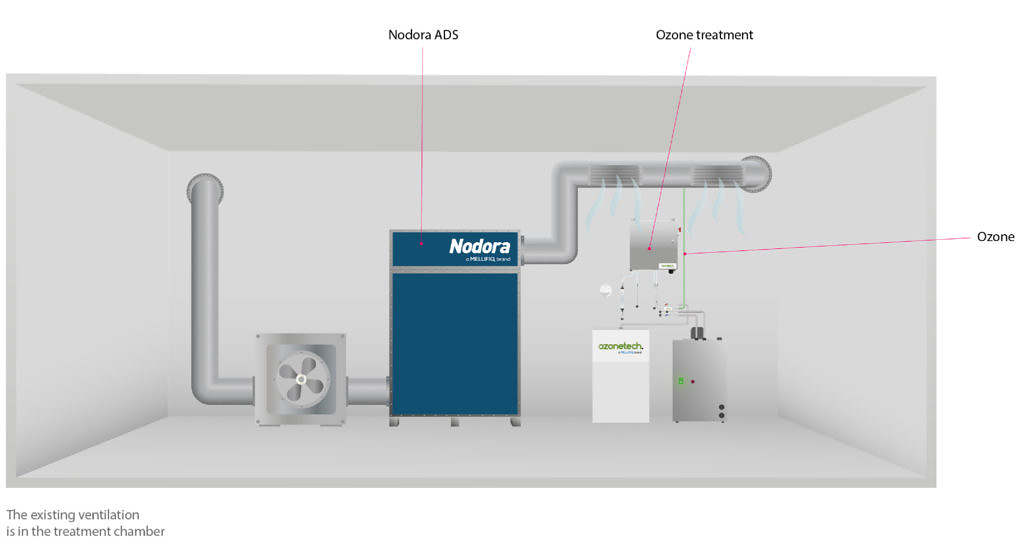
Aucune reconstruction n'est nécessaire. Coût d'exploitation minime.
Notre conseil le plus important est d'analyser soigneusement l'air. Les analyses et les essais pilotes que nous effectuons dans nos installations se concentrent sur les flux et les concentrations, préparant ainsi la conception de la méthode de traitement optimale.
Nodora est installé dans des industries où les exigences réglementaires en matière de réduction des odeurs sont très strictes. Tous les systèmes Nodora sont adaptés à la charge actuelle afin d'obtenir une réduction maximale du H₂S et des odeurs. L'un des nombreux avantages de la combinaison d'une de nos solutions d'ozone et de Nodora est que la matière active est active au moins cinq fois plus longtemps qu'une solution sans traitement préalable par notre solution d'ozone.
Efficacité de l'élimination dans le temps

Une solution standard utilisant le traitement au charbon actif est à la fois coûteuse et inefficace comparée à notre Nodora CAT. La haute performance de Nodora CAT est due à la matière active avancée utilisée, au mélange de matériaux et à la conception globale qui utilise tous les matériaux filtrants de manière égale. Les expériences ont été menées à Stockholm, avec la collaboration de l'Institut royal de technologie KTH. Des conditions réelles de biogaz ont été testées avec une concentration de H₂S de 1000 ppm.
Estimation des coûts annuels du traitement du H2S (EUR)

L'utilisation de Nodora CAT permet de réduire les coûts de moitié par rapport au charbon actif traditionnel. Lors du remplacement d'un système de charbon actif traditionnel, le retour sur investissement est inférieur à deux ans.

Aperçu des applications possibles de l'ozone dans le processus de production de biogaz.
Produits Recommandés
Ozonetech RENA Pro Series
Le segment RENA Pro d'Ozonetech offre les améliorations opérationnelles suivantes:
- La production d'ozone très efficace réduit la consommation d'énergie et l'empreinte écologique.
- Production d'ozone stable et fiable dans le temps
- Utilisation d'un gaz d'alimentation de haute qualité (oxygène concentré et séché provenant d'un générateur d'oxygène).
- Production d'ozone pur.. Pas de sous-produits tels que les NOx, pas d'acide nitrique (HNO3) ni de formation de sel, ce qui prolonge la longévité du système.
- Gestion efficace de la chaleur (refroidissement liquide) pour un fonctionnement stable et fiable, prolongeant également la longévité du système
- Maintenance réduite grâce à une conception intelligente ; gaz alimenté en oxygène pur et sec et refroidissement par liquide
- Distribution de l'ozone par tuyau en téflon
- Conception robuste pour les environnements difficiles


